


VẬT LIỆU HÀN TIG


VẬT LIỆU HÀN TIG
Khí bảo vệ
Bất kỳ loại khí trơ nào cũng có thể dùng để hàn tig,song Argon và Heli được ưa chuộng hơn cả vì giá trành tương đối thấp,trữ lượng khí khai thác dồi dào.Argon là loại khí trơ không màu ,mùi vị và không độc.Nó không hình thành hợp chất hóa học với bất cứ vật chất nào khác ở mọi nhiệt độ hoặc áp suất .Ar được tích trữ từ khí quyển bằng phương pháp hóa lỏng không khí và tinh chế đến độ tinh khiết 99.9% có tỷ trọng so với không khí là 1.33 .Ar được cung cấp trong các bình áp suất cao hoặc ở dạng khí hóa lỏng với nhiệt độ -184 C trong các bồn chứa.
Heli là loại khí trơ không màu,mùi ,vị .Tỷ trọng so với không khí là 0.13 ,được khai thác từ thiên nhiên có nhiệt độ hóa lỏng rất thấp -272 độ thường được chứa trong các bình có áp suất cao

So sánh 2 khí bảo vệ
Sự trộn 2 khí Ar và He có ý nghĩa thực tiễn rất lớn,nó cho phép kiểm soát chặt chẽ năng lượng hàn cũng như hình dạng của tiết diện mối hàn.Khi hàn chi tiết dày hoặc tản nhiệt nhanh ,sự trộn Ar và He cải thiện đáng kể quá trình hàn
Nito đôi khi được đưa vào Ar để hàn đồng và hợp kim đồng ,Nito tinh khiết đôi khi được dùng để hàn thép không rỉ
Hỗn hợp Ar-H2 việc bổ sung hydro vào argon làm tăng điện áp hồ quang và các ưu điểm tương tự heli.Hỗn hợp với 5% H2 đôi khi làm tăng độ làm sạch của mối hàn Tig bằng tay.Hỗn hợp 15% được sử dụng để hàn cơ khí hóa tốc độ cao cho mối hàn giáp mối với thép không rỉ dày đên 1.6 mm,ngoài ra còn được dùng để hàn các thùng bia bằng thép không rỉ với mọi chiều dày,với khe hở đáy của đường hàn từ 0.25 đến 0.5mm,không nên dùng nhiều hydro do có thể gây ra rỗ xốp ở mối hàn .Việc sử dụng hỗn hợp này chỉ hạn chế cho các hợp kim niken ,Ni-Cu thép không rỉ
Lựa chọn khí bảo vệ
Không có một quy tắc nào khống chế lựa chọn khí bảo vệ đối với một công việc cụ thể.Ar,He đều có thể sử dụng một cách thành công đối với đa số các công việc hàn .Với sự ngoại lệ là khi hàn trên các vật cực mỏng thì phải sử dụng khí Ar .Ar thường cung cấp hồ quang êm hơn là heli .Thêm vào đó chi phí thấp và những yêu cầu về lưu lượng thấp của Ar đã làm cho loại khí này được ưa chuộng hơn từ quan điểm kinh tế tăng năng suất của máy hàn
Điện cực tungsten (Kim hàn)
Tungsten (Wolfram) được dùng làm điện cực do tính chịu nhiệt cao ,nhiệt độ nóng chảy cao 3410 độ C,phát xạ điện tử tương đối tốt làm ion hóa hồ quang.
2 loại điện cực sử dụng phổ biến trong hàn tig :
Tungsten pure nguyên chất (Đuôi sơn màu xanh lá) : chứa 99.5% tungsten nguyên chất ,giá rẻ song có mật độ dòng cho phép thấp,khả năng chống nhiễm bẩn thấp ,dùng khi hàn với dòng xoay chiều AC,áp dụng khi hàn nhôm hoặc hượp kim nhẹ.
Tungsten Thorium (chứa 1-2% thorium ,đuôi sơn màu đỏ ): Có khả năng bức xạ electron cao do đó dòng hàn cho phép cao hơn và tuổi thọ nâng cao đáng kể.Khi dùng điện cực này hồ quang dễ mồi và cháy ổn định ,tính năng chống nhiễm bẩn tốt ,dùng với dòng một chiều DC áp dụng khi hàn thép hoặc Inox.
Ngoài ra còn có :
Tungsten zirconium (0.15 đến 0.4 zirconium ,đuôi sơn màu nâu) có đặc tính hồ quang và mật độ dòng hàn đinh mức trung gian giữa Tungsten pure và Tungsten Thorium ,thích hợp với nguồn hàn AC khi hàn nhôm .Ưu điểm khác của điện cực là không có tính phóng xạ như điện cực thorium.
Tungsten Cerium (2% cerium đuôi sơn màu cam) : Nó không có tính phóng xạ ,hồ quang dê mồi và ổn định ,có tuổi bền cao hơn ,dùng tốt với dòng AC hoặc DC.
Tungsten Lathanum có tính năng tương tự Tungsten Cerium.

Kích thước và mài điện cực
Các điện cực tungsten thường được cung cấp với đường kính o.25mm – 6.35mm,dài từ 70-610 mm có bề mặt đã được làm sạch hoặc được mài.Bề mặt đã được làm sạch có nghĩa là sau khi kéo dây hoặc thanh ,các tạp chất bề mặt được loại bỏ bằng các dung dịch thích hợp.Bề mặt được mài có nghĩa là các tạp chất được loại bỏ bằng phương pháp mài.
Tùy thuộc vào ứng dụng,vật liệu, bề dày,loại mối nối mà ta có các dạng mài khác nhau .Khi hàn với dòng AC ta chọn điện cực lớn hơn và mài vê tròn thay vì mài nhọn như khi hàn với dòng DCEN.
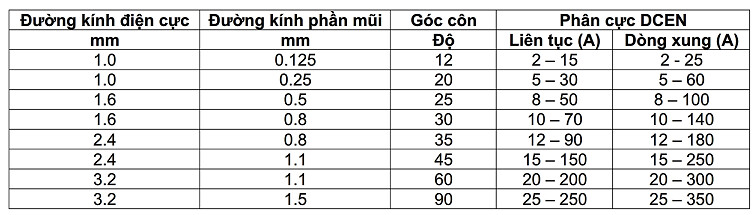
Các ứng dụng trong bảng ứng dụng cho khí Argon ,các giá trị dòng điện khác có thể dùng tùy thuộc loại khí bảo vệ ,loại thiết bị.
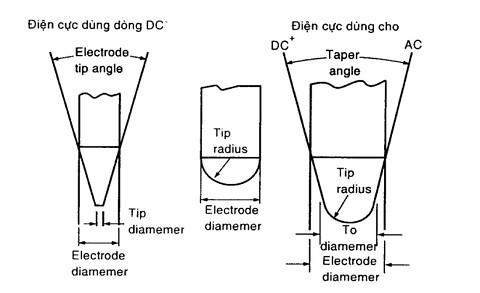
Hình dạng và cách mài điện cực có ảnh hưởng quan trọng đến sự ổn định và tập trung của hồ quang hàn .Điện cực được mài trên đá mài có cỡ hạt mịn và mài theo hướng trục như hình vẽ.Nói chung chiều cao mài tốt nhất là từ 1.5 đến 3 lần đường kính điện cực,khi mài xong phần côn thì cần làm tù đầu côn một chút để bảo vệ điện cực khỏi sự phá hủy của mật độ dòng điện quá cao.Cách thức ưa chuộng là làm phẳng mũi điện cực.
Quy tắc chung là : Góc mài càng nhỏ (điện cực càng nhọn ) thì độ ngấu sâu của vũng chảy càng lớn và bề rộng vũng chảy càng hẹp
Khi hàn với dòng xoay chiều AC hoặc dòng 1 chiều (DCEP) thì đầu điện cực cần có dạng bán cầu.Để có dạng mũi thích hợp ta dùng dòng xoay chiều hoặc dòng DCEP kích hoạt hồ quang trên tấm vật liệu dày với tư thế trục điện cực thẳng góc với tấm vật liệu.Sở dĩ chúng ta phải dùng mũi điện cực bán cầu là vì khi hàn với dòng AC hoặc DCEP thì điện cực bị đốt nóng nhiều hơn do vậy cần bề mặt lớn hơn để giảm mật độ dòng điện.
Đặc biệt khi hàn trên nhôm,lớp oxit nhôm bám trên mũi điện cực có vai trò tăng cường bức xạ electron và bảo vệ điện cực
Với điện cực bằng Zirconium mũi điện cực tự động hình thành dạng bán cầu khi hàn với dòng AC .Song khi đó ta phải chấp nhận sự cháy không ổn định của hồ quang hàn.
Các Lưu ý để tối ưu điện cực tungsten
Cần chọn dòng điện thích hợp (kiểu và cường độ) đối với kích cỡ điện cực được sử dụng .Dòng điện quá cao sẽ làm hư hại điện cực ,dòng điện quá thấp sẽ gây ra sự ăn mòn ,nhiệt độ thấp và hồ quang không ổn định.
Đầu điện cực phải được mài hợp lý theo các hướng dẫn của nhà cung cấp để tránh quá nhiệt cho điện cực
Điện cực phải được sử dụng và bảo quản cẩn thận tránh nhiễm bẩn
Dòng khí bảo vệ phải được duy trì không chỉ trong khi hàn mà còn sau khi ngắt hồ quang cho đến khi nguội điện cực ,đầu điện cực sẽ có dạng sáng bóng.Nếu làm nguội không chuẩn đầu này có thể bị oxy hóa và có mầu vàng ,nếu không loại bỏ sẽ ảnh hưởng đến chất lượng mối hàn.Mọi kết nối kể cả nước và khí phải được kiểm tra cẩn thận.
Phần điện cực ở phía ngoài mỏ hàn trong vùng khí bảo vệ phải được giữ ở mức ngắn nhất ,tùy theo ứng dụng và thiết bị để bảo đảm được bảo vệ tốt nhất bằng khí trơ. Cần tránh sự nhiễm bẩn điện cực ,khi sự tiếp xúc giữa dòng điện cực nóng với kim loại nền hoặc que hàn ,sự duy trì khí bảo vệ không đủ sẽ gây ra sự nhiễm bẩn . Thiết bị đặc biệt là đầu phun khí bảo vệ ảnh hưởng đến hồ quang do đó giảm chất lượng mối hàn
Weldtec đã trình bày với các bạn về vật liệu hàn tig.Phần sau sẽ trình bày với các bạn về que hàn,nguồn hàn và kỹ thuật hàn TIG
Các bạn có thể đọc thêm bài viết :
CÁCH HÀN TIG - CHUẨN BỊ KIM HÀN
Quý khách tham khảo một số MÁY HÀN TIG hoặc một số Vật liệu hàn cho quá trình sản xuất và kinh doanh nhé
Weldtec đã trình bày với các bạn về kỹ thuật hàn ống bao gồm ống sắt,ống đồng,ống thép.Hy vọng có thể giúp ích cho các bạn trong quá trình làm việc

MÁY HÀN ĐỐI ĐẦU SQ/A 120 / AS 120 / AS 62 / A 62

Máy cắt ống AUTO PICLE tự động

Máy hàn TIG AC/DC YC-300WY4/500WY4

Máy hàn VDM 1001 / MOR 3000

Máy cắt CNC VERSAGRAPH DXI

Máy cắt Laser SXT CHAMPION

Máy cắt GAS IK-72T tự động 1D, 2D, 3D

Máy hàn Đa Năng INVERTEC V350 - PRO

Máy hàn TIG DC YC-300TSP / YC-500TSP

MÁY HÀN CHÍNH HÃNG CUNG CẤP BỞI WELDTEC

Máy hàn ARC 303 / ARC 403 / ARC 503 - CEA

Máy hàn YD-400TA3 / 630TA3
ID Doanh nghiệp: G-00079086
Địa chỉ: P.108C - Tòa nhà D5 Trần Thái Tông, quận Cầu Giấy, TP. Hà Nội
Điện thoại: 0903427200
Email: [email protected]
Website: weldtec.com.vn
(Trong khuôn viên Tổng Công Ty Thái Sơn - Bộ Quốc Phòng)
Điện thoại: 0903150099
Email: [email protected]
